






三坐标平板生产工艺流程和铸造工艺形式
2019-12-02
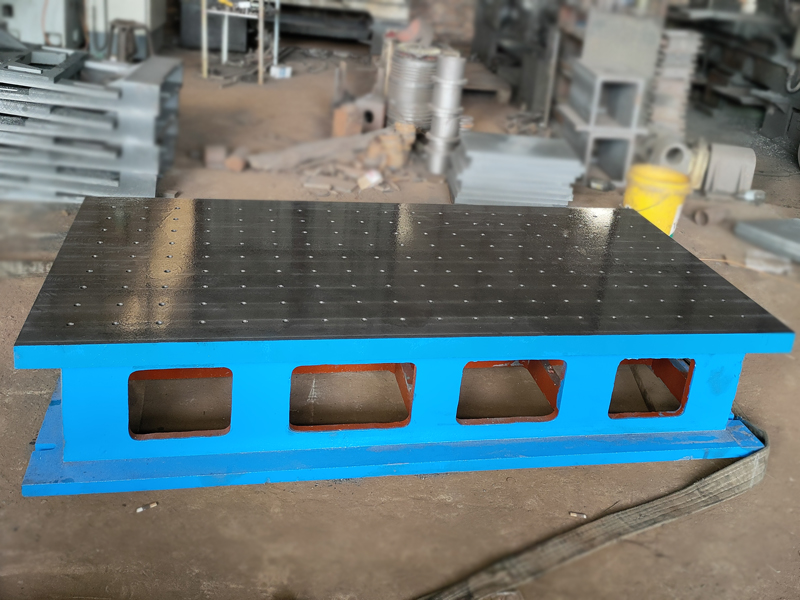
三坐标平板是用于工件检测或划线的平面基准器具。平板安装应调至水平、负荷均匀分布于各支点上,环境温度(20±5℃),使用时应避免震动。如果调整温度的过程中三坐标平板出现了热胀冷缩的现象也不用担心,这是正常现象,只要等一段时间,三坐标平板就能恢复,这种现象也可以当做三坐标平板对温度的适应阶段。
工件的重量不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。三坐标平板也称为三坐标平板,其用途主要分为,测量、焊接、检验、铆焊、试验、校正等。其材质为高强度铸铁HT250,硬度一般在HB170-240。三坐标平板经过两次人工退火,具有耐磨,耐高温,耐腐蚀等特性。并且具备良好的铸造性和切削加工性。因此在工业发展中有广泛的发展。
铸铁平板750*1000以上规格的一般都设计有4个对称的起重孔,这样装卸方便。为了防止铸铁平板发生的变形,在吊装铸铁平板时,用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。有的用户只用对角起吊的方法这样平板容易倾斜使起吊钩脱离起重孔,这样是很危险的。铸铁平板1000*750以下规格一般有3个支撑点,1000*750以上规格一般有4个支撑点,长度2000以上规格的铸铁平板基本每米一个支撑点。在使用铸铁平板时,要先将铸铁平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。再由专业技术人员将铸铁平板调整至合格精度。在铸铁平板上检验工件时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。铸铁平板怕潮湿,铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体。
铸铁平板清理设备对任何一家铸造厂都是设备,那么,选择一台适合自己的铸铁清理设备是至关重要的。除了铸件类型如形状、重量,尺寸、生产速度、产能要求等会影响抛丸清理机的选择,还有其他一些考量因素。各种造型工艺线生产出数以千计的铸件类型和构造,相匹如在抛丸前要进行振动落砂,则通常选用一个振动装置或滚筒。滚筒式落砂,使用翻滚介质,能减少附着在铸件表面的型砂,便于随后的抛丸清理。
铸铁平板铸造毛坯后,要对铸件进行全面的清砂处理。清砂形式有人工清砂及抛丸清砂。人工清砂费用低,有些局部处理的不是很干净。而抛丸清砂则相反,费用高,铸铁平板表面清理的非常干净。
三坐标平板生产工艺流程:
1、按经过需方同意的三坐标平板图纸做模型,准备铸造工装(砂箱、芯铁)等。
2、铸造车间三坐标平板造型。
3、三坐标平板造完型之后,准备浇铸。
4、三坐标平板炉前化验:原材料进厂,生铁厂家要求化验单,我厂按化验单对生铁进行化验是否符合要求。
5、三坐标平板炉后化验:铁水融化之后进行化验是否符合要求,如果其中有的元素不合格,可以增加或减少即可,直至合格方可。
6、焦炭化验:含硫磷是否合格。
7、三坐标平板铸件铸完之后,检验铸件毛坯是否合格。
8、三坐标平板铸件毛坯合格之后,进行一次热处理,一次热处理以每小时增温30℃,达到860℃恒温4小时,然后以每小时降温30℃的温度降温。
9、三坐标平板一次热处理之后,用龙门刨进行粗加工4个面,用侧面铣加工两端面,粗糙度达到12.5,粗加工完之后进行检验是否有砂眼、气孔等铸造缺陷,如有大的铸造缺陷,铸件报废,重新再铸,如检验合格再进行一次人工时效,二次人工时效达到550℃,升温和降温与一次相同。
10、三坐标平板二次热处理完之后,再用数控铣进行粗加工,按经验精加工完之后,数控加工平台表面工作孔后文公加工螺纹,达不到贵单位要求,再经人工铲刮或研磨,方可达到图纸要求,有计量部门检验合格之后,外观再喷漆,简宜包装,准备发货。
铸铁平板铸造工艺规程的内容和形式:
1、铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备科学管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸铁平板铸件质量、生产效率和铸件成本起着决定性的作用。
2、铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸铁平板,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸铁平板,则可以简单些。所以格式不可能统一,形式也是多种多样。
3、铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对铸铁平板型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对每一个平台都适用的)工艺规程。另一类是对每一个平台,根据其各自的要求,设计出工艺图或工艺卡等。
